LED manufacturers invested heavily in production equipment in 2010–2011, driven primarily by demand for backlighting for flat panel displays in TVs and computers. Although this driver has moderated and there is currently an oversupply of metal organic chemical vapor deposition (MOCVD) capacity, LED manufacturers are anticipating a new round of demand for general lighting applications. Growth in this segment is highly dependent on achieving further reductions in cost per lumen, so while forecasts for additional MOCVD capacity have softened, there is strong pressure to improve the efficiency and yield of existing process equipment.
The MOCVD process is the most critical determinant of LED performance. With long process times and complex dynamics, it is inherently difficult to control, resulting in yield losses as high as 50%. Moreover, MOCVD processing occurs early in the process flow, and there is no opportunity to rework the wafers or eliminate low or non-performing die from further processing. Although LED manufacturers are making significant progress in reducing costs in subsequent process steps, particularly packaging, improving MOCVD processing remains the single largest opportunity to increase the yields and economic performance of the manufacturing process.
MOCVD equipment manufacturers have incorporated in situ measurement capabilities into their tools. Device manufacturers have also increased the amount of data they collect throughout the manufacturing process. However, much of the process knowledge that could be derived from this data remains hidden and its value unrealized.
Automated data analysis can reduce the difficulty of finding actionable information in the overwhelming volume of raw data, contributing significantly to improvements in process performance by shortening reaction times to process excursions and focusing engineering resources on solutions and innovation. Yield management systems can provide process insights to increase both yield and throughput. Automatic defect classification can help direct engineering resources to defects that are having the greatest impact on yields. Spatial pattern recognition can identify and eliminate wafer scale systemic defects. Automated fault detection and classification can sift through terabytes of sensor data to identify equipment parameters that impact yield and anticipate equipment failures. Advanced process control techniques can be applied to narrow process windows.
MOCVD process
Modern LEDs are multilayered structures of semiconducting materials in which the thickness and composition of the various layers determine the color and brightness of the emitted light and the energy efficiency of the device. The layers are deposited sequentially using MOCVD, where the crystalline structure of each new layer is epitaxially aligned with that of the underlying layer. In the MOCVD process, precursor gases flow over the heated substrate surface, where they interact and decompose to deposit the desired material layer. Gas composition and flow rates, substrate temperature, and many other parameters must be precisely controlled to ensure the quality of the device. THE MOCVD process is time-consuming (6–12 hours) and largely determines the value of the final device, but the actual performance of the device cannot be measured until it has incurred the significant added costs of assembly and packaging. Yields of devices meeting the required performance specifications may be as low as 50%.
MOCVD equipment manufacturers have steadily improved the physics and technology of their tools. Innovative reactor designs have improved the uniformity of the deposition process across the substrate surface. Clustering of multiple chambers, engineered substrates, and higher growth rates have increased throughput. In situ metrology and diagnostics generate copious data on tool and process performance. The most cost-effective opportunity for improving the economic performance of the manufacturing process lies in the effective collection and analysis of available data to enhance process yields.
Yield management systems
Over decades of experience, manufacturers of integrated circuits (ICs) have developed sophisticated, automated yield management systems (YMSs). While there are many similarities among the processes used for IC and LED manufacturing, there are also significant differences. Although an LED is a simple device compared to an IC containing millions of transistors and many layers of interconnecting circuitry, analysis tools optimized for IC manufacturing do not natively meet the demands of the LED manufacturers. Challenges in data collection and analysis—such as the large number of devices per wafer, long MOCVD runs that generate vast amounts of valuable sensor data, or the need to "stack" hundreds of PLM maps and then correlate the stacked data with final test results on a device by device basis—can easily overwhelm systems not designed specifically for LED applications. Other barriers to effective LED yield management are more cultural than technical, such as the relative isolation of various process areas and the lack of consistent and comprehensive data collection and sharing throughout the process. It is not uncommon for the epitaxial process area to be both physically and digitally isolated, located separately with little or no network connectivity to the chip fab.
Yield management generates the greatest benefits when it operates on information gathered across the entire process, from incoming materials to final test, to identify causes of yield loss and opportunities for yield improvement. One of the most important benefits of automated yield management is its ability to eliminate much of the tedium involved in collecting and analyzing process data by generating automated reports that convert data into actionable information and allow process engineers to focus their efforts on innovations and solutions.
Automatic defect classification
Automatic defect classification (ADC) categorizes defects based on multiple characteristics, including size, shape, and color. The conventional approach to defect characterization relies on size alone, or some parameter, such as the amount of scattered light, that is presumed to be correlated to size. It further assumes that size correlates to kill ratio, i.e. the larger the defect, the more likely it is to result in a defective device. Neither of these assumptions is universally true. Figure 1 illustrates the power of ADC to identify defects with the greatest impact on yield. Defects in classes 2 and 3 have high kill ratios. Although class 2 defects are more common, both types of defect have a significant impact on yield. Defects in class 1, though numerous, are not usually deadly. Defects in class 4 are both uncommon and non-lethal. Clearly the most effective defect reduction strategy in this example will prioritize class 2 first, then class 3, ignoring classes 1 and 4.
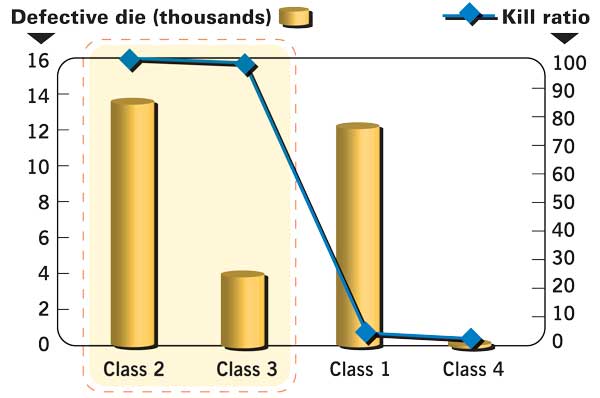
Figure 1. The power of ADC to identify defects with the greatest impact on yield.





