In an IC fab, cycle time is the time interval between when a lot is started and when it is completed. The benefits of shorter cycle time during volume production are well known: reduced capital costs associated with having less work in progress (WIP); reduced number of finished goods required as safety stock; reduced number of wafers affected by engineering change notices (ECNs); reduced inventory costs in case of a drop in demand; more flexibility to accept orders, including short turnaround orders; and shorter response time to customer demands. Additionally, during development and ramp, shorter cycle times accelerate end-of-line learning and can result in faster time to market for the first lots out the door.
Given all the benefits of reducing cycle time, it’s useful to consider how wafer defect inspection contributes to the situation. To begin with, the majority of lots do not accrue any cycle time associated with the inspection, since usually less than 25 percent of lots go through any given inspection point. For those that are inspected, cycle time is accrued by sending a lot over to the inspection tool, waiting until it’s available, inspecting the lot and then dispositioning the wafers. On the other hand, defect inspection can decrease variability in the lot arrival rate—thereby reducing cycle time.
Three of the most important factors used in calculating fab cycle time are variability, availability, and utilization. Of these, variability is by far the most important. If lots arrive at process tools at a constant rate, exactly equal to the processing time, then no lot will ever have to wait and the queue time will be identically zero. Other sources of variability affect cycle time, such as maintenance schedules and variability in processing time, but variability in the lot arrival rate tends to have the biggest impact on cycle time.
In the real world lots don’t arrive at a constant rate and one of the biggest sources of variability in the lot arrival rate is the dreaded WIP bubble—a huge bulge in inventory that moves slowly through the line like an over-fed snake. In the middle of a WIP bubble every lot just sits there, accruing cycle time, waiting for the next process tool to become available. Then it moves to the next process step where the same thing happens again until eventually the bubble dissipates. Sometimes WIP bubbles are a result of the natural ebb and flow of material as it moves through the line, but often they are the result of a temporary restriction in capacity at a particular process step (e.g., a long “tool down”).
When a defect excursion is discovered at a given inspection step, a fab may put down every process tool that the offending lot encountered, from the last inspection point where the defect count was known to be in control, to the current inspection step. Each down process tool is then re-qualified until, through a process of elimination, the offending process tool is identified.
If the inspection points are close together, then there will be relatively few process tools put down and the WIP bubble will be small. However, if the inspection points are far apart, not only will more tools be down, but each tool will be down for a longer period of time because it will take longer to find the problem. The resulting WIP bubble can persist for weeks, as it often acts like a wave that reverberates back and forth through the line creating abnormally high cycle times for an extended period of time.
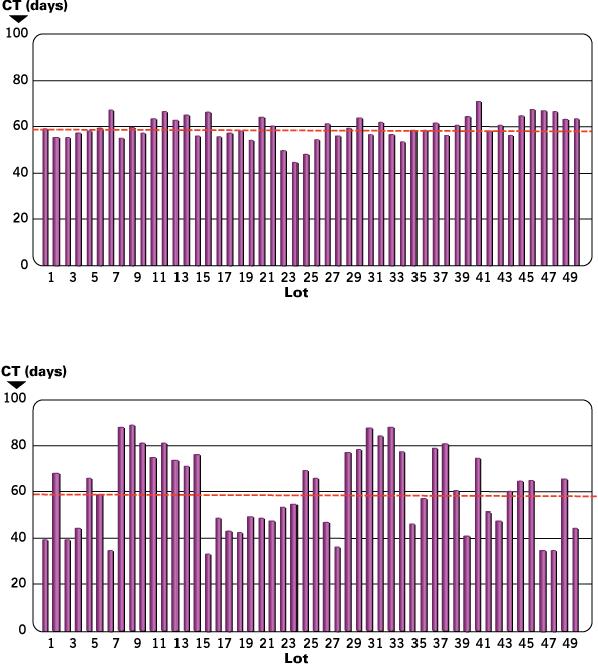
Consider the two situations depicted in Figure 1 (below). The chart on the top represents a fab where the cycle time is relatively constant. In this case, increasing the number of wafer inspection steps in the process flow probably won’t help. However, in the second situation (bottom), the cycle time is highly variable. Often this type of pattern is indicative of WIP bubbles. Having more wafer inspection steps in the process flow both reduces the number of lots at risk, and may also help reduce the cycle time by smoothing out the lot arrival rate.
Because of its rich benefits, reducing cycle time is nearly always a value-added activity. However, reducing cycle time by eliminating inspection steps may be a short-sighted approach for three important reasons. First, only a small percentage of lots actually go through inspection points, so the cycle time improvement may be minimal. Second, the potential yield loss that results from having fewer inspection points typically has a much greater financial impact than that realized by shorter cycle time. Third, reducing the number of inspection points often increases the number and size of WIP bubbles.
For further discussions on this topic, please explore the references listed at the end of the article, or contact the first author.
Doug Sutherland, Ph.D., is a principal scientist and Rebecca Howland, Ph.D., is a senior director in the corporate group at KLA-Tencor.
Previous Process Watch articles include “The Dangerous Disappearing Defect,” “Skewing the Defect Pareto,” “Bigger and Better Wafers,” “Taming the Overlay Beast,” “A Clean, Well-Lighted Reticle,” and “Breaking Parametric Correlation.”





